- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Kaip gaminti grafito strypus?
Suspaudimo formavimas, izostatinis presavimas ir strypų ekstruzija yra trys labiausiai paplitę grafito strypų gamybos būdai, panašūs į tuos, kurie naudojami kuriant grafito vamzdžius.
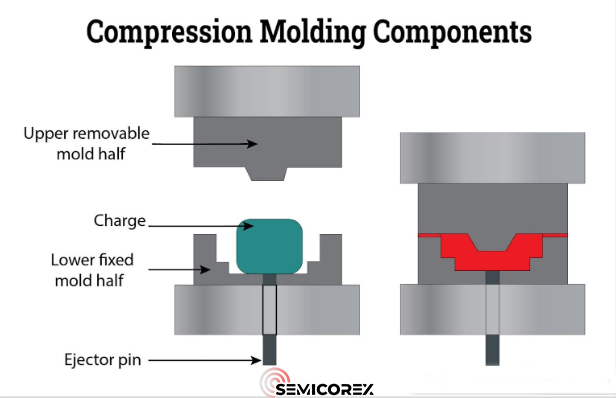
Kompresinis formavimas
Suspaudimo formavimas yra procesas, naudojamas medžiagoms formuoti tam tikrą formą. Šiame procese medžiaga pirmiausia pašildoma, o po to dedama į atvirą, šildomą formą. Tada forma uždaroma ir suminkštėjus medžiagai daromas slėgis kamščiu. Dėl slėgio ir šilumos derinio medžiaga atitinka formos formą. Tada medžiaga paliekama formoje, kol sukietėja ir įgauna norimą formą.
Strypų išspaudimas
Strypų ekstruzijos procesas yra standartinė liejimo technika. Tai apima grafito atsargų ir visų reikiamų priedų kaitinimą bunkeryje, kol jis ištirps ir taps skystas. Tada išlydyta žaliava išspaudžiama per vamzdelio formos štampą. Atvėsusios žaliavos įgauna štampo dydį ir formą. Kai jis pakankamai atvėsęs, jis išleidžiamas iš štampo kaip vientisa forma.
Izostatinis presavimas
Izostatinis presavimas yra formavimo būdas, kai slėgis tolygiai veikia iš visų pusių. Procesas apima grafito medžiagos patalpinimą į aukšto slėgio talpyklą ir slėgį naudojant inertines dujas, tokias kaip argonas. Kai grafitas patenka į vidų, indas pašildomas, todėl padidėja slėgis ir tokiu būdu susidaro grafitas.
Karštas izostatinis presavimas (HIP)
Karštas izostatinis presavimas (HIP) yra gamybos būdas, leidžiantis sutvirtinti miltelius ir vienu metu užbaigti dviejų etapų tradicinio miltelių metalurgijos formavimo ir sukepinimo procesą. Ši technika taip pat naudojama liejimo defektams šalinti, ruošinių difuziniam sujungimui ir sudėtingų formų dalių gamybai. Inertinės dujos, tokios kaip argonas ir amoniakas, dažniausiai naudojamos kaip slėgio perdavimo terpė, o komponentai supakuoti į metalą arba stiklą. Procesas paprastai veikia esant 1000–2200 °C temperatūrai, o darbinis slėgis paprastai yra nuo 100 iki 200 MPa.
Šaltasis izostatinis spaudimas (CIP)
Šaltasis izostatinis presavimas yra ekonomiškas detalių kūrimo būdas, kai negalima pateisinti didelių presavimo štampų sąnaudų arba kai reikia itin didelių ar sudėtingų sutankinimų. Šis procesas plačiai naudojamas komerciškai spaudžiant įvairius miltelius, įskaitant metalus, keramiką, polimerus ir kompozitus, naudojant tankinimo slėgį, kuris svyruoja nuo mažesnio nei 5000 psi iki didesnio nei 100 000 psi (34,5–690 MPa). Milteliai sutankinami elastomerinėse formose naudojant šlapio arba sauso maišo procesą.
Ankstesnis:Kas yra difuzinė krosnis?