- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

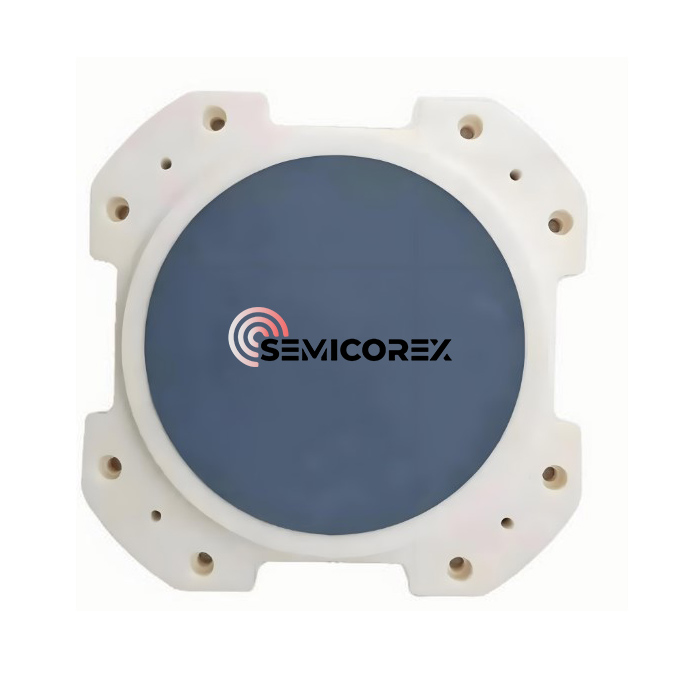
„Semicorex Ceramic“, naudojama puslaidininkių apdirbimui
Tobulėjant technologijoms, išmanieji produktai, tokie kaip mobilieji telefonai, kompiuteriai, elektromobiliai ir robotai, tapo integruoti į žmonių gyvenimą. Šiuose gaminiuose yra daug puslaidininkinių lustų, o lustų gamybai reikalinga puslaidininkinė įranga, pvz., ėsdinimo mašinos, litografijos mašinos ir jonų implantatoriai. Atidarius puslaidininkinį įtaisą paaiškėja, kad dauguma jo komponentų yra keraminės dalys. Keraminės dalys pasižymi puikiomis savybėmis, tokiomis kaip atsparumas aukštai temperatūrai, atsparumas korozijai, didelis tikslumas ir didelis stiprumas, todėl puikiai tinka naudoti puslaidininkinėje įrangoje. Dauguma keraminių dalių, kurios yra pagrindiniai puslaidininkių gamybos procesų komponentai, tiesiogiai liečiasi su plokštele, todėl galima tiksliai valdyti ir greitai šildyti bei vėsinti plokštelės paviršiaus temperatūrą.
Puslaidininkinės keraminės dalys priklauso pažangiajai keramikai, o naudojamos keraminės medžiagos paprastai yra aliuminio oksidas, silicio karbidas, aliuminio nitridas, silicio nitridas ir itrio oksidas. Keraminių gaminių formavimo metodai paprastai apima sausąjį presavimą, juostos liejimą, liejimą įpurškimu, karštą izostatinį presavimą, šaltą izostatinį presavimą, slydimo liejimą, ekstruzinį liejimą, karštąjį liejimą, liejimą geliu ir tiesioginį kietėjimą.

1. Sausas presavimas
Sausas presavimas yra įprastas puslaidininkinių komponentų gamybos procesas. Šis procesas visų pirma apima granuliuotus miltelius su tinkamo dalelių dydžio pasiskirstymu į metalinę formos ertmę, spaudžiant slėgine galvute. Slėgio galvutė juda formos ertmėje, perkeldama slėgį į miltelių daleles ir jas sutankindama, galiausiai suformuodama tam tikros formos ir stiprumo keramikinį ruošinį.
2. Liejimas
Liejimas yra šlapio formavimo technologija, leidžianti vienu procesu pagaminti keramikinius ruošinius, kurių storis svyruoja nuo dešimčių mikrometrų iki milimetrų. Iš liejimo mašinos srutų griovelio ant pagrindo teka gero klampumo ir dispersijos keraminė suspensija. Srutos pasklinda, o esant paviršiaus įtempimui susidaro ruošinys lygiu viršutiniu paviršiumi. Ruošinys kartu su substratu siunčiamas į džiovinimo kamerą. Tirpikliui išgaravus, organinis rišiklis sudaro tinklą tarp keraminių dalelių ir sukuria tam tikro stiprumo ir lankstumo ruošinį. Išdžiūvęs ruošinys nulupamas nuo pagrindo ir suvyniojamas vėlesniam naudojimui. Tolesnis apdorojimas, pvz., pjaustymas, štampavimas ir pradūrimas, po kurio sudeginamas, užbaigia gaminio gamybos procesą.
3. Įpurškimas
Įpurškimas yra nauja keraminių dalių gamybos technologija. Jo gamybos procesas daugiausia susideda iš keturių etapų: įpurškimo medžiagos paruošimo, liejimo įpurškimo, atrišimo ir sukepinimo. Jis dažniausiai naudojamas mažoms keraminėms detalėms su sudėtinga geometrija ir specialiais reikalavimais gaminti.
4. Izostatinis presavimas
Izostatinis presavimas apima karštąjį izostatinį presavimą ir šaltą izostatinį presavimą. Izostatinis presavimas gali perduoti slėgį iš visų krypčių, taip užtikrinant lakštinės medžiagos tankinimą.
1) Karšto izostatinio presavimo procesas
Šis metodas padidina atomų difuziją esant aukštai temperatūrai ir slėgiui, todėl keramikos poros migruoja į grūdelių ribas arba ruošinio paviršių, taip sumažindamos arba pašalindamos poringumą. Karšto izostatinio presavimo metu naudojami plonasieniai iš anksto įtempti apvijų blokai, užtikrinantys vienodą ir greitą aušinimą, o tai žymiai pagerina gamybos efektyvumą, palyginti su natūraliu aušinimu.
2) Šalto izostatinio presavimo procesas
Šis metodas taikomas 100–600 MPa keramikos ar metalo milteliams kambario temperatūroje arba šiek tiek aukštesnėje temperatūroje (<93 ℃), kad būtų gautas „žalias korpusas“, kuris vėliau sukepinamas iki galutinio stiprumo.
5. Slydimo liejimas
Slydimas liejimas yra plačiai naudojamas liejimo būdas didelės apimties keramikos gamyboje. Tai reiškia, kad į porėtą tinko formą įpurškiama srutos, turinčios daug kietųjų medžiagų ir geros sklandumo. Dėl akytos formos kapiliarinio įsiurbimo vanduo iš srutos traukiamas vidine formos sienele, suformuojant sustingusį žalią kūną išilgai formos sienelės. Kai žalias korpusas pasiekia tam tikrą stiprumą, jį galima išardyti.
6. Ekstruzinis liejimas
Ekstruzinis formavimas apima keraminių miltelių, molio ar organinio rišiklio ir vandens maišymą, pakartotinį minkymą, vakuuminį degazavimą ir sendinimą, kad ekstruzinis žalias korpusas būtų geras plastiškumas ir vienodumas. Tada, veikiant ekstruzijos varžtu arba stūmokliu, jis išspaudžiamas per štampą prie ekstruderio antgalio, kad būtų gauta norima gaminio forma.
7. Karšto preso liejimas
Karšto presavimo liejimas daugiausia naudoja parafino vaško lydymosi savybę kaitinant ir kietėjant aušinant. Keraminiai milteliai ir karštas parafino vaškas tolygiai sumaišomi, kad susidarytų taki suspensija. Esant tam tikram slėgiui, srutos įpurškiamos į metalinę formą, kad susidarytų žalias korpusas. Atvėsus ir sukietėjus žalias korpusas išardomas ir pašalinamas. Tada žalias korpusas apipjaustomas, nuvalomas aukštoje temperatūroje ir galiausiai sukepinamas, kad būtų gautas galutinis produktas.
8. Gelio liejimas
Gelio liejimas apima keraminių miltelių dispergavimą tirpale, kuriame yra organinių medžiagų, kad būtų paruošta suspensija, kurioje yra daug kietųjų medžiagų. Tada ši suspensija įpurškiama į tam tikros formos formą. Esant tam tikroms katalizinėms ir temperatūros sąlygoms, organiniai monomerai polimerizuojasi, suformuoja gelį, suspensiją kietina in situ ir išdžiūsta, todėl susidaro žalias, labai tvirtas kūnas.
9. Tiesioginis kietėjimo liejimas
Tiesioginis kietėjimo liejimas yra naujas metodas keraminėms tinklo dydžio koloidinėms struktūroms formuoti. Šis metodas sujungia tradicinę keramikos technologiją su chemine teorija, naudojant katalizatorius arba iniciatorius, kad sukeltų organinių monomerų, pridedamų į suspensiją, kryžminį ryšį, suformuojant tinklo struktūrą, kuri sukelia in situ kietėjimą.

Semicorex siūlo įvairiuskeraminiai komponentai. Jei turite klausimų ar reikia papildomos informacijos, nedvejodami susisiekite su mumis.
Telefonas pasiteirauti # +86-13567891907
paštas: sales@semicorex.com